
 パーツストア
パーツストア特集:多層チューブに注目
5/29/25
~タハラの高品質な多層チューブ成形~
今回のニュースレターでは、海外のお客様向けに配信している「Tahara News」で特に反響の大きかった「タハラの高品質な多層チューブ成形」について、国内のお客様にもご紹介いたします。
わさびや生姜などの薬味チューブを使えば、素材を一からすりおろす手間が省けるため、日常的に利用されている方も多いのではないでしょうか。これらのプラスチック製チューブは、5~6層の樹脂で構成されており、その一部にはEVOH(エチレンビニルアルコール)が使用されています。
酸素バリア性を持つEVOH樹脂を用いることで、商品の賞味期限を延ばすことができ、結果として食品ロスの削減にも貢献します。
EVOHの含有量が3~5%以内であれば、このような多層チューブもモノマテリアルとして分類される場合があります。[1]
「モノマテリアル」とは、「モノ(mono)=単一」と「マテリアル(material)=素材」からなる造語で、製品を構成する素材が単一であれば、分別の必要がなくリサイクルがしやすくなります。
そのため、ヨーロッパやアメリカなどでは、EVOHを含むプラスチックチューブがアルミチューブよりも採用されるケースが近年多くなっています。

多層チューブの成形方法は主に3通りあります:

押出ブロー成形機による多層チューブ成形のメリット
1. ワンステップで全行程が完結
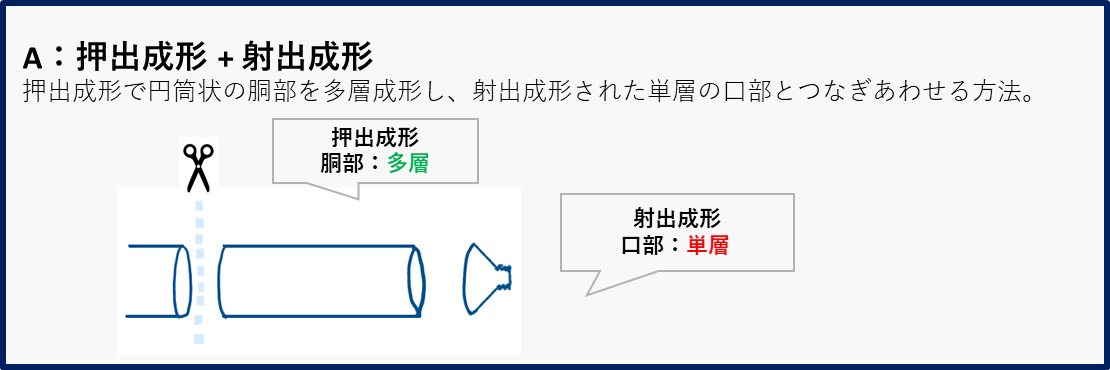
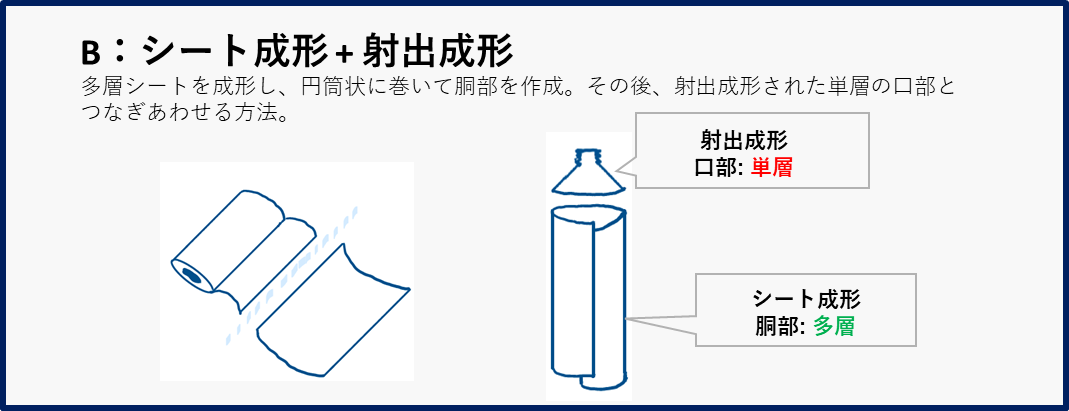
図Cの押出ブロー成形では、胴部と口部を同時に成形し、さらに底部も同じ機内でカットするため、全工程が一つの成形機内で完結します。一方、図A・Bの押出成形やシート成形と射出成形を組み合わせる方法では胴部と口部を別々に成形し、後工程で組み合わせる必要があるため、工程が増えてしまいます。
2. 製品全体に多層成形が可能
図Cの押出ブロー成形では口部と胴部の両方に多層成形が可能で、EVOH層による酸素バリア機能を製品全体に持たせることができます。対して、図AやBの方法では、口部が射出成形のため単層となり、EVOHによるバリア性を口部に持たせることができません。
ここからは、押出ブロー成形機を使用して多層チューブを成形する際に、弊社のブロー成形機を推奨する理由についてご説明いたします。
1.高品質な多層成形技術:
タハラは、EVOHや接着層など、特性の異なる多様な樹脂を薄く、均一な層として成形する高度な技術を持っています。
実際に、多層パリソンの断面を拡大した図をご覧いただくと、薄くのばした状態でも、EVOH層が途切れることなく成形されていることが確認できます。
これにより、EVOHなどの高価な材料の使用を最小限に抑えながら、品質の高いボトルの成形が可能となっています。

多層パリソン(6層)の断面写真
2.一貫した国内生産とトータルサポート:
設計、加工、組立、試運転まで、すべての工程を国内の自社工場で一貫して行っています。そのため、責任をもって高品質な押出ブロー成形機と多層ヘッドをお届けすることができます。
また、開発から導入、さらには運用後のアフターサービスまで、安心のトータルサポートをご提供しています。
3.お客様仕様のカスタマイズ対応:
タハラではこれまでの豊富な実績をもとに、お客様のご要望に応じたオーダーメイド対応が可能です。用途や目的に合わせて、各樹脂層の構成や比率を柔軟に調整し、最適な成形条件をご提案いたします。
以下は、これまでに弊社が製造してきた代表的な層構成の一例です。
| 層 | 内層 | 外層 | ||||
| 樹脂 | PE(PP) | REG | AD | EVOH | AD | PE(PP) |
| 比率 | 15% | 60% | 2.5% | 5% | 2.5% | 15% |
ご不明な点やご質問がございましたら、担当営業までお問い合わせいただくか、ウェブサイトのお問い合わせフォームよりご連絡ください。
